家庭用3DプリンタFlashforge Adventurer 3 Liteの寸法精度改善
2019/12/14作成
海外へ引っ越しすることになり、製作サービス業者や3Dプリンタを貸してもらえる知人がいないため、とりあえず5万円以下でまともに使えそうなものということで探した結果、Flashforge Adventurer 3 Liteを購入しました。
この機種は、比較的評判が良く昨年日本国内で正式販売されたAdventurer 3の機能削減版ですが、日本では販売されていません。
実は個人でも購入できる価格帯の3Dプリンタが流行した2014年頃にも一度手を出したのですが、当時は購入直後の状態ではまともに造形できないものが多く、材料のフィラメントも熱膨張しやすく寸法が出ないABSしか実質使えなかったため、専門の外注サービスに頼むほうが早くて確実でした。
今回は開梱後に一切調整せずに印刷したところ、0.2mm程度の寸法誤差はあるものの、特に失敗もなく造形できました。
このレベルであれば3Dプリンタもようやく際物ではなく道具の領域に達したと言ってよいのではないでしょうか。

外観はAdventurer 3と全く同じに見えます。
仕様上の違いは内蔵カメラとフィラメント切れ検出センサが省略されているだけですので、筐体等も共通かと思います。
とりあえず本体に内蔵されているサンプルデータを出力してみましたが、特に問題ありませんでした。
私の場合、機構部品がメインの用途であり、オブジェやフィギュアと違い、見た目の綺麗さよりも寸法精度の方が重要になります。
そこで寸法精度の確認のため、Kickstarterのベンチマークを行ってみました。
ABSフィラメントでは原理的に寸法精度を得ることがほぼ不可能ですので、以下はPLAを使用しました。
またZ方向はレイヤー厚さの制約と表面粗さの影響があるため、ここでは対象としていません。
基本的にFDM方式ではZ方向に機械部品としての精度を求めるべきではないと思います。
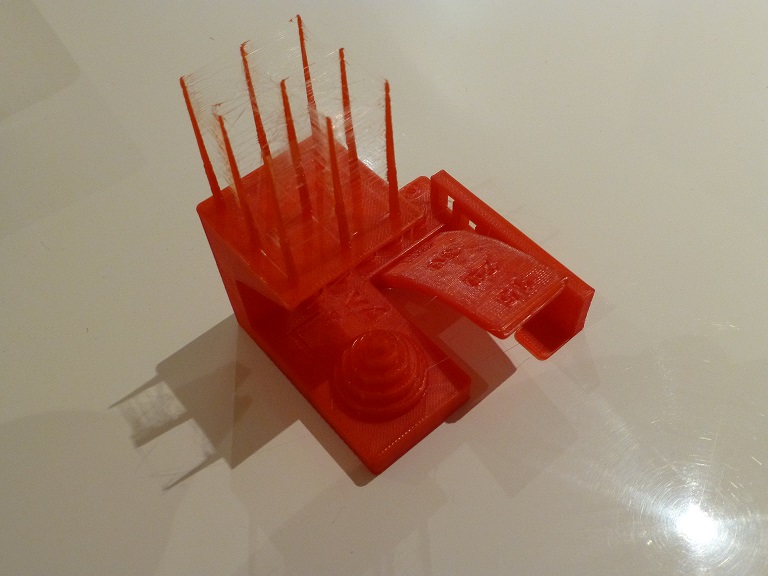
まずはスライサーのFlashPrintの設定をデフォルトとし、結果は20.5/30点でした。
全体的にXY方向の外径は0.1~0.2mm程度大きく、内径は0.2mm程度小さく仕上がるようです。
原因としてはスライサー内部での計算がノズル径の公称値0.4mmで行われており、データ上の輪郭線の0.2mm内側で吐出するようになっているのですが、すでに吐出された層とノズルの間が0.1mm程度しかないため、吐出されたフィラメントが横にはみ出るように広がってしまうことが考えられます。
対策としては、吐出量を減らすか吐出位置をより内側にすることが考えられますが、前者は層間で融着不良がありましたので、後者のアプローチで印刷結果から逆算して補正しました。
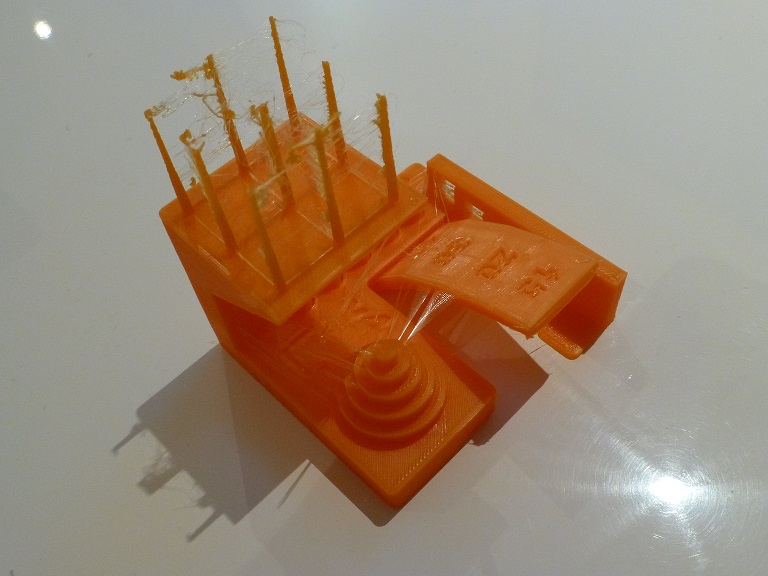
調整後の結果は24/30点でした。
点数があまり上がらない理由は、外径を小さくするように調整したことにより棘形状が消失してしまったためですが、機械部品としては強度が全く無いため形状としてあり得ないので、今回は無視しました。
余談ですが、ベンチマークの点数だけを上げるのであれば、外径そのままに吐出量を減らし(吐出位置を内側にオフセットさせない)、内径だけを大幅に(0.5mm程度)大きくし(寸法は外径しか評価しない)、引き込み量を大きく(外形が凹む代わりに糸を引かなくなる)すればよいはずです。

デジタルノギスで寸法を測定したところ、XY方向の寸法誤差は絶対値の平均で0.03mm、最大で0.1mmでした。
切削加工と比較すれは当然劣りますが、FDM方式としては納得の結果となりました。
この程度の精度があれば単純な摺動機構や歯車であれば問題なく使えます。
上記の調整をレイヤー厚さ0.08mmと0.16mmで行ったFlashPrint用プロファイルを公開します。
ダウンロード後、展開したファイルを"C:\Users\ユーザー名\.FlashPrint\slice_profile"フォルダ内にコピーすれば使えるようになります。
Adventurer 3 Lite専用ですが、テキストエディタで多少書き換えればAdventurer 3でも使用可能だと思います。
基本的に同じ機種であれば誤差は同じ傾向のはずですが、必要な調整量は個体により異なり、このプロファイルをそのまま使用しても同じ精度になるとは限りませんのでご了承ください。
今回は寸法精度を追求しましたが、造形失敗も少なく、一般的な用途であれば購入直後の状態でも十分な精度であり、無調整で合鍵程度は問題なく造形できるレベルですので、かなりおすすめな機種だと思います。
目次
質問フォーム
Q&A
このサイトについて
トップページ